This page is an automatic translation to Vietnamese of Delta calibration.This translation is distributed in the hope that it will be useful, but without any guarantee of accuracy.Read more...
Tất cả các thay đổi đối với chương trình cơ sở được thảo luận trong phần hướng dẫn lắp ráp này đều diễn ra trong tệp Configuration.h. Mở Arduino IDE và chọn tab Configuration.h để định vị các định nghĩa khác nhau được tham chiếu bên dưới.
Giá trị điện trở cố định của Melzi Thermistor
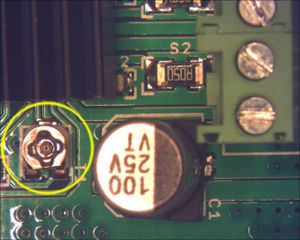
Bảng điều khiển Melzi có vị trí các điện trở cố định được đánh dấu.
Để cấu hình phần mềm sao cho nó kiểm soát nhiệt độ đầu nóng, cả điện trở của nhiệt điện trở và điện trở của điện trở cố định trên bảng Melzi đều phải được biết. Lưu ý các số trên điện trở được tô sáng trong hình ảnh bên phải và so sánh với hình ảnh phóng to của điện trở:
Điện trở 4,7k-ohm.
Nếu số là 4700 (4,7 k-ohm), hãy đặt EXT0_TEMPSENSOR_TYPE thành 1.
Điện trở 10k-ohm.
Nếu số là 1002 (10 k-ohm), hãy đặt EXT0_TEMPSENSOR_TYPE thành 97, bỏ chú thích USE_GENERIC_THERMISTORTABLE_1 và đảm bảo rằng GENERIC_THERM1_R0 là 100000 và GENERIC_THERM1_R2 là 10000.
Cài đặt điện áp tham chiếu động cơ
Động cơ bước sẽ không hoạt động đúng nếu dòng điện tham chiếu được thiết lập đúng trên bo mạch điều khiển Melzi. Điện áp tham chiếu được điều chỉnh bằng cách xoay các biến trở cắt nhỏ (pot) nằm cạnh bộ điều khiển động cơ và được đánh dấu trong hình bên phải. Hầu hết các động cơ sẽ hoạt động đúng với điện áp tham chiếu khoảng 0,42V (420 mV). Không thực hiện các thao tác sau khi cấp nguồn 12V cho bo mạch Melzi . Chỉ cần nguồn USB.
Ngắt nguồn điện nếu đang kết nối.
Kẹp đầu dò âm của DVM vào cực nối đất nguồn điện đầu vào.Siết chặt đầu dò âm (màu đen) của vôn kế vào đầu nối vít nối đất (gnd) trên đầu nối nguồn chính Melzi sao cho cả hai tay đều rảnh để thao tác nồi và giữ đầu dò dương. Đặt vôn kế thành vôn DC hoặc milivôn DC.
Cắm cáp USB mini-B vào ổ cắm USB trên bo mạch Melzi và cắm vào máy tính đang bật.
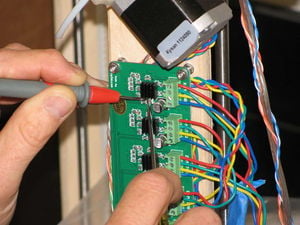
Bo mạch điều khiển Melzi có các núm điều chỉnh điện áp tham chiếu được đánh dấu nổi bật.Cận cảnh nồi điện áp tham chiếu.Xác định vị trí các núm điều chỉnh dòng điện động cơ trên bảng điều khiển như trong hình minh họa.
Điều chỉnh biến trở trong khi đo điện áp.Chạm đầu dò dương (màu đỏ) của vôn kế vào mặt của nồi chỉnh và ghi lại điện áp. Nếu khác 0,42V (420 mV), hãy xoay nồi cho đến khi đo được khoảng 0,42V. Các nồi được điều chỉnh bằng tua vít đầu Philips nhỏ hoặc sử dụng góc của tua vít có lưỡi rất nhỏ.
Lặp lại với các chậu trang trí còn lại.
Tháo đầu dò âm ra khỏi cực nối đất của nguồn điện và kẹp dây nối đất của nguồn điện và dây nối đất của quạt vào cực.
Dừng khẩn cấp
Nếu có điều gì không ổn trong quá trình vận hành, máy in có thể (và nên!) được dừng nhanh chóng bằng cách:
Trong Repetier-Host, nhấp vào nút dừng khẩn cấp ở phía bên phải của thanh nút.
Nhấp vào công tắc thiết lập lại trên bộ điều khiển (nút nhỏ ở giữa/bên hông bảng mạch).
Rút nguồn điện 12V ra khỏi máy in.
Khởi động ban đầu
Không tiến hành cho đến khi hoàn tất từng bước sau:
Tháo thanh giằng khỏi các khớp từ trong giá đỡ để tránh hư hỏng nếu có thứ gì đó không hoạt động theo kế hoạch. Đặt bộ phận hiệu ứng cuối và thanh giằng trên bệ xây dựng bằng kính.
Xác minh xem cực nguồn cung cấp cho bộ điều khiển có đúng không!
Cắm nguồn điện vào ổ cắm điện.
Trong khi quan sát quạt trên bộ phận hiệu ứng cuối, hãy cắm đầu nối thùng vào máy in. Nếu quạt không bắt đầu quay, hãy rút phích cắm đầu nối thùng. Kiểm tra hệ thống dây điện để đảm bảo cực tính đúng với bộ điều khiển và quạt. Nếu cực tính đúng, hãy nhẹ nhàng kéo dây quạt vào các đầu nối nguồn trên bo mạch điều khiển và gắn lại nếu chúng bị lỏng. Nếu quạt vẫn không quay, hãy kiểm tra dây nguồn quạt để đảm bảo tính liên tục. Thực hiện các điều chỉnh và lặp lại cho đến khi quạt quay bình thường khi cấp nguồn.
Khởi động Repetier-Host trên máy tính chủ. Đảm bảo rằng Chế độ dễ KHÔNG được kích hoạt.
Nhấp vào nút Kết nối. Chọn tab Thủ công và lưu ý các điều khiển sẽ được kích hoạt nếu kết nối với máy in thành công.
Nhấp vào nút Trang chủ (không phải nút Trang chủ X, Y hoặc Z). Tất cả các giá đỡ phải di chuyển về phía trên cùng của máy in. Nếu các giá đỡ di chuyển về phía dưới, hãy dừng khẩn cấp máy in. Các giá đỡ di chuyển về phía dưới khi về nhà cho biết hệ thống dây điện động cơ không chính xác. LUÔN RÚT PHÍCH CẮM NGUỒN ĐIỆN TRƯỚC KHI NGẮT KẾT NỐI DÂY ĐỘNG CƠ. Trình điều khiển động cơ trên bộ điều khiển SẼ hỏng nếu động cơ bị ngắt kết nối trong khi nguồn điện 12V được cấp cho bộ điều khiển. Nguồn điện qua USB không phải là vấn đề - bộ điều khiển có thể vẫn được cắm vào máy tính chủ trong khi nối lại dây điện động cơ. Sau khi hệ thống dây điện động cơ chính xác, hãy kiểm tra lại về nhà.
Kiểm tra xem nhiệt độ đầu nóng hiển thị có hợp lý không - nhiệt độ phải vào khoảng 20 độ C, nhiệt độ phòng. Nếu không, hãy kiểm tra xem điện trở đầu nóng có được đấu dây đúng không và khi ngắt kết nối khỏi bo mạch, điện trở vào khoảng 100k ohm. Sau khi đã đấu dây đúng, hãy kiểm tra lại nhiệt độ đầu nóng hiển thị.
Đặt nhiệt độ của đầu nóng ở mức 200 độ C và theo dõi nhiệt độ của đầu nóng. Nếu nhiệt độ không tăng ngay sau khi cài đặt nhiệt độ, hãy rút phích cắm nguồn điện khỏi máy in và kiểm tra xem điện trở gia nhiệt đầu nóng có được đấu dây đúng cách không. Khi ngắt kết nối khỏi bộ điều khiển, điện trở trên điện trở gia nhiệt phải ở mức khoảng 5 ohm. Sau khi chắc chắn rằng hệ thống dây điện đã đúng, hãy kiểm tra lại xem đầu nóng có nóng không.
Với đầu nóng ở 200 độ C, hãy kiểm tra vòng quay của ổ đùn bằng cách nhấp vào nút đùn trong Repetier-Host. Bánh răng truyền động phải quay về phía vỏ Bowden ở phía bánh dẫn hướng của ổ đùn. Nếu bánh răng không quay đúng hướng, hãy ngắt nguồn điện khỏi máy in và kiểm tra hệ thống dây điện của động cơ ổ đùn. Sau khi đảm bảo hệ thống dây điện chính xác, hãy kiểm tra lại vòng quay của ổ đùn.
Tắt chức năng làm nóng đầu nóng.
Lắp lại thanh giằng vào giá đỡ và kiểm tra xem bộ phận tác động cuối có được định vị đúng trên thanh giằng không.
Sự định cỡ
Vì bạn tự làm máy in, nên nó sẽ có kích thước hơi khác so với bất kỳ MOST Delta nào khác và những khác biệt đó phải được tính đến trong chương trình cơ sở để đảm bảo máy in hoạt động bình thường. Hiệu chuẩn máy in delta là cực kỳ quan trọng. Các kích thước nhập vào chương trình cơ sở không chính xác về mặt vật lý có thể khiến vòi phun đâm vào nền tảng dựng hình, khiến máy in tạo ra các bản in không đúng tỷ lệ hoặc khiến đầu in không di chuyển song song với mặt phẳng xy.
Hiện tại không có phương tiện nào để thực hiện hiệu chuẩn tự động và phải sử dụng phương pháp lặp đi lặp lại để hướng dẫn về những thay đổi cần thực hiện trong phần mềm.
Hiệu chuẩn Repetier-Firmware
"Hiệu chuẩn" có các giá trị chính xác trong chương trình cơ sở cho chiều cao có thể in (Z_MAX_LENGTH), bán kính có thể in (bán kính có thể in = PRINTER_RADIUS - END_EFFECTOR_HORIZONTAL_OFFSET - CARRIAGE_HORIZONTAL_OFFSET) và chiều dài thanh giằng (DELTA_DIAGONAL_ROD) và số bước cần thiết để truyền động một mm sợi nhựa (EXT0_STEPS_PER_MM). Để đơn giản, END_EFFECTOR_HORIZONTAL_OFFSET và CARRIAGE_HORIZONTAL_OFFSET đều được đặt thành 0 và chỉ có PRINTER_RADIUS được thay đổi khi cần thiết.
Tất cả các giá trị này phải khá gần nhau nếu chương trình cơ sở được tải xuống từ kho lưu trữ delta github của MTU-MOST.
Kích thước được biết đến với độ chính xác và độ tin cậy thấp nhất là bán kính máy in vì nó là một hàm của cách máy in được lắp ráp. Đây cũng là kích thước khó đo nhất. Nếu chiều dài của bảng liên kết hơi lệch hoặc chúng không chạm hoàn toàn vào các điểm dừng ở đầu động cơ và bánh dẫn hướng, bán kính trong chương trình cơ sở sẽ không giống với bán kính vật lý của máy in. Sự khác biệt này thể hiện ở chỗ bộ phận tác động không di chuyển nhất quán trong mặt phẳng xy và các bản in không chính xác về kích thước (không theo tỷ lệ).
Xác định Z_MAX_LENGTH
Bắt đầu với phần mềm delta MTU-MOST được cung cấp [1] :
Từ Repetier-Host, mở Cài đặt máy in, tab Hình dạng máy in và đặt Chiều cao có thể in thành 300mm. Lưu ý rằng giá trị này cao hơn thực tế khoảng 25mm, vì vậy hãy cẩn thận không di chuyển đến các giá trị quá gần 0, vì điều này sẽ khiến vòi phun va vào nền tảng xây dựng.
Kết nối với máy in. Lưu ý: BAUDRATE 115200
Khởi động máy in bằng cách nhấp vào biểu tượng trang chủ trong tab điều khiển thủ công.
Đưa bộ phận hiệu ứng lên cao hơn 30mm so với ý tưởng của chương trình cơ sở về chiều cao của bệ dựng (Nhấp vào nút "Chế độ dễ" ở góc trên bên phải, nhập G1 Z30 vào hộp văn bản phía trên các nút điều khiển chuyển động trên tab Thủ công và nhấp vào Gửi). Thao tác này sẽ định vị vòi phun cao hơn bệ dựng thực tế khoảng 5mm.
Sử dụng các nút điều khiển hướng z 1mm và 0,1mm để cẩn thận di chuyển vòi phun đến gần giường hơn cho đến khi vòi phun tiếp xúc với nền tảng xây dựng.
Nếu vòi phun không thể chạm tới nền tảng xây dựng, hãy tăng Z_MAX_LENGTH trong chương trình cơ sở, thêm những gì bạn cho là cần thiết để khiến vòi phun đầu nóng tiếp xúc với nền tảng xây dựng, flash chương trình cơ sở và lặp lại.
Khi vòi phun đã tiếp xúc với bệ, hãy sử dụng các nút điều khiển hướng z 0,1mm để di chuyển vòi phun lên cho đến khi vòi phun vừa mới ra khỏi bệ dựng. Việc lắng nghe cẩn thận tiếng máy in ở bước này có thể giúp ích vì có thể nghe thấy tiếng tích tắc và/hoặc tiếng ù khi vòi phun tiếp xúc với bệ dựng.
Di chuyển bộ phận tác động lên xuống vài lần, lắng nghe xem vòi phun có tiếp xúc với giường không cho đến khi bạn chắc chắn rằng mình đã xác định được điểm tiếp xúc. Lưu ý giá trị z do Repetier-Host báo cáo.
Trừ giá trị z được Repetier-Host báo cáo khỏi cài đặt hiện tại của Z_MAX_LENGTH trong chương trình cơ sở, nạp chương trình cơ sở đã cập nhật vào bộ điều khiển và lặp lại các bước này cho đến khi chắc chắn rằng chiều cao có thể in là chính xác.
Khi Z_MAX_LENGTH được thiết lập đúng, với z = 0 trong Repetier-Host, một tờ giấy sẽ trượt dưới vòi phun với một chút lực cản.
Bán kính máy in và chiều dài thanh giằng
Phiên bản phần mềm Repetier từ kho lưu trữ GitHub của máy in MOST Delta sẽ có các giá trị khởi đầu tốt cho bán kính máy in và chiều dài thanh giằng. Sau khi thiết lập được giá trị Z tối đa, hãy thực hiện như sau:
Cắt lát theo các thiết lập được liệt kê ở trên và lưu g-code vào một vị trí hợp lý, dễ nhớ.
Trong Repetier-Host, tải mã g được tạo ra ở bước trước và in mô hình.
Để in lần đầu tiên, hãy làm nóng trước máy đùn của bạn -- tháo rời bộ phận cao su trên bộ truyền động sợi và dùng tay đưa sợi qua ống Bowden cho đến hết đầu in. Khi một vài mm rỉ ra, hãy lắp lại cao su để đẩy sợi vào bánh xe truyền động -- và nhấp vào in.
Trước khi lấy đồ chơi chó ra khỏi bệ dựng, hãy dán nhãn băng đánh dấu các đỉnh x, y và z của máy in sao cho thẳng hàng với các dấu trên đồ chơi chó.
Lấy đồ chơi cho chó ra khỏi bệ xây dựng.
Lưu ý xem chữ 'y' và 'z' được in trên đồ chơi cho chó có được phản chiếu không. Nếu có:
Ngắt nguồn điện khỏi máy in.
Trên bộ điều khiển, đổi dây cho động cơ X và Y sao cho màu sắc theo cùng một thứ tự.
Trên bộ điều khiển, đổi dây cho công tắc giới hạn X và Y.
In lại đồ chơi cho chó và xác nhận rằng 'y' và 'z' đã được in chính xác.
Đo chiều dài của một hình chữ nhật ở đầu một trong các chân bằng thước cặp. Lưu ý kích thước này.
Đo cạnh của hình vuông nằm trên hình chữ nhật bằng thước cặp và ghi lại kích thước.
Sự khác biệt giữa hai kích thước này phải là 15mm +/- 0,2mm. Nếu sự khác biệt lớn hơn 15mm +/- 0,2mm, hãy làm theo các bước được liệt kê trong mục Sửa đổi bán kính và chiều dài thanh giằng bên dưới.
Quan sát phần đáy của đồ chơi dành cho chó (phần tiếp xúc với bệ xây dựng bằng kính) và lưu ý chiều rộng của các đường nhựa bị ép vào bệ xây dựng:
Nếu chiều rộng của các đường chỉ trên một trong các hình chữ nhật khác biệt đáng kể so với hai hình chữ nhật còn lại, thì vít chặn cuối trong giá đỡ trên đỉnh thẳng hàng với chân đó của đồ chơi chó cần phải điều chỉnh. Nếu các đường nhựa rất mỏng, vít phải được lùi ra khỏi giá đỡ một chút. Nếu các đường rất dày, vít phải được siết chặt vào giá đỡ. Nếu vít nằm hoàn toàn trong giá đỡ và cần được vặn chặt hơn nữa, thì trước tiên hãy giảm Z_MAX_LENGTH trong chương trình cơ sở, điều chỉnh lại tất cả các vít chặn cuối giá đỡ và in lại đồ chơi chó.
Nếu các đường ở giữa đồ chơi cho chó rộng hơn hoặc hẹp hơn các đường ở đầu chân nơi có hình chữ nhật, bán kính máy in hoặc chiều dài thanh giằng cần được điều chỉnh trong chương trình cơ sở. Làm theo các bước trong mục Sửa đổi bán kính máy in và chiều dài thanh giằng trong chương trình cơ sở, bên dưới, để sửa.
Quan sát các đường ở phía trên của đồ chơi chó, một lần nữa lưu ý chiều rộng của chúng. Nếu chiều rộng nhỏ và có khoảng trống giữa các đường liền kề, tốc độ đùn quá thấp và EXT0_STEPS_PER_MM trong chương trình cơ sở phải được tăng lên. Mặt khác, nếu các đường quá rộng, tạo cho bề mặt kết cấu da cá mập (khi chà vuông góc với các đường, bề mặt sẽ thô hơn theo một hướng so với hướng kia), tốc độ đùn quá cao và EXT0_STEPS_PER_MM trong chương trình cơ sở phải được giảm xuống.
Sửa đổi bán kính máy in và chiều dài thanh giằng trong phần mềm cơ sở
Bán kính máy in và chiều dài thanh giằng ảnh hưởng đến tỷ lệ bản in được tạo ra và liệu bộ phận hiệu ứng cuối có di chuyển theo chiều ngang trên mặt phẳng xy hay không. Hai giá trị được đặt trong chương trình cơ sở là DELTA_DIAGONAL_ROD và PRINTER_RADIUS trong tệp Configuration.h của chương trình cơ sở Repetier.
/* =========== Tham số cần thiết cho hiệu chuẩn delta ===================
/
Các mối quan hệ cơ bản là:
Tăng DELTA_DIAGONAL_ROD với PRINTER_RADIUS không đổi sẽ làm giảm tỷ lệ bản in được tạo ra.
Tăng PRINTER_RADIUS với DELTA_DIAGONAL_ROD không đổi sẽ làm tăng tỷ lệ bản in được tạo ra.
Khởi động Arduino IDE.
Mở tệp Repetier.ino.
Kích hoạt tab Configuration.h.
Tìm kiếm PRINTER_RADIUS (ctrl-f để mở hộp thoại tìm kiếm).
DELTA_DIAGONAL_ROD chỉ cách PRINTER_RADIUS vài dòng.
Thay đổi
Xử lý sự cố
Vấn đề: [Mô tả ngắn gọn với các từ khóa]
Phần Wiki: [Phần trong Tandem Build MOST Delta Navigation]
Bước: [Bước ở phần trên]
Mô tả: [Mô tả chi tiết hơn.]
Giải pháp 1: [Một giải pháp khả thi.]
Giải pháp 2: [Giải pháp khả thi thứ hai.]
Giải pháp n: [giải pháp khả thi thứ n.]
Sự cố: Quạt không quay.
Phần Wiki: Tăng sức mạnh ban đầu
Bước: 3
Mô tả: Sau khi cắm đầu nối thùng vào máy in, quạt không quay.
Giải pháp 1: Đảm bảo cáp nguồn quạt được đấu đúng cách (cực tính quan trọng) vào cùng một đầu nối với cáp nguồn chính. Không nên đấu vào đầu nối FAN riêng biệt.
Giải pháp 2: Đảm bảo cáp nguồn được cố định đúng cách trong đầu nối. Kéo nhẹ để đảm bảo cáp được cố định chắc chắn.
Giải pháp 3: Đảm bảo nguồn điện đang hoạt động - đèn xanh sẽ sáng trên bộ đổi nguồn.
Sự cố: Một hoặc nhiều động cơ không di chuyển khi tôi nhấn nút HOME trong Repetier.
Phần Wiki: Tăng sức mạnh ban đầu
Bước: 6
Mô tả: Một hoặc nhiều động cơ không di chuyển khi tôi nhấn nút HOME trong Reperier. Động cơ vẫn bám (tức là tôi không thể di chuyển thủ công khi kết nối với Repetier), nhưng nó không di chuyển theo bất kỳ hướng nào.
Giải pháp 1: đảm bảo rằng bạn đã cấu hình đúng "Configuration.h" với tất cả các bước trong Phần mềm cơ sở của Wiki.
Giải pháp 2: Công tắc cuối có thể bị hỏng.
Sự cố: Không tìm thấy nút Extruder trong Repetier.
Phần Wiki: Tăng sức mạnh ban đầu
Bước: 9
Mô tả: Không tìm thấy nút Extruder trong Repetier.
Giải pháp 1: Nó nằm bên phải nút Z.
Sự cố: Máy đùn quay sai hướng.
Phần Wiki: Tăng sức mạnh ban đầu
Bước: 9
Mô tả: Máy đùn quay sai hướng.
Giải pháp 1: vào Andruino "Configuration.h" và đổi #define EXT0_INVERSE từ false thành true (hoặc ngược lại)
Sự cố: Sợi tóc không đi qua bộ phận tác động cuối.
Phần Wiki: Bán kính máy in và chiều dài thanh giằng
Bước: 5
Mô tả: Sợi nhựa đi vào bộ phận tác động cuối, nhưng sau 1,5 inch, nó dừng lại và Bánh răng đùn không còn giữ chặt sợi nhựa nữa.
Giải pháp 1: Tháo sợi dây tóc, dùng dao bo tròn các cạnh và đẩy thủ công vào Bộ phận tác động cuối. Có thể cần dùng một ít lực.
Giải pháp 2: Đầu phun không đủ nóng, hãy thử tăng nhiệt độ của vòi phun thêm 10 độ C
Vấn đề: Vòi phun của tôi quá xa giường
Giải pháp khả thi: Tăng tham số z_max_length theo lượng thích hợp (nếu biết) trong phần configuration.h của chương trình cơ sở Repetier.
Sự cố: Vòi phun của tôi bị nhấc ra khỏi giường ở một bên khu vực in
Phần Wiki: Hoàn thiện
Bước chân:
Mô tả: đầu phun quá gần hoặc quá xa bàn in khi in lớp đầu tiên.
Giải pháp 1: Nếu vòi phun chỉ nhấc lên một chút khỏi kính (hoặc di chuyển quá gần kính khiến PLA không đùn ra khỏi vòi phun) thì khả năng cao là bạn có thể khắc phục bằng cách điều chỉnh các vít chặn ở đầu mỗi giá đỡ. Đây là các vít tiếp xúc với công tắc giới hạn ở đầu mỗi phần dọc trên máy in của bạn. Nếu vòi phun cần được di chuyển lên, vít chặn cần được điều chỉnh xuống dưới. Tương tự như vậy, nếu vòi phun cần được di chuyển xuống dưới, hãy điều chỉnh vít chặn lên trên.
Giải pháp 2: Nếu vòi phun di chuyển ra xa kính vài mm hoặc thậm chí nhiều hơn, thì có thể không có đủ dòng điện đến động cơ bước theo chiều dọc đó. Quay lại phần điều chỉnh chiết áp cắt (trim pot) ở đầu trang này và đảm bảo điện áp là 420mV. Nếu thấp hơn mức này, hãy điều chỉnh trim-pot để đọc được 420mV hoặc cao hơn (như 425mV).
Giải pháp 3: Tham số PRINTER_RADIUS có thể quá lớn, hãy thử giảm giá trị (tăng dần 1,0 hoặc ít hơn). Hãy cẩn thận vì delta_radius ảnh hưởng đến tất cả các mặt.
Giải pháp n: [giải pháp khả thi thứ n.]
Sự cố: Vòi phun không có khoảng cách phù hợp với Giường in
Vòi phun của tôi quá gần giường ở một bên và quá xa ở phía bên kia của khu vực in
Phần Wiki: Bước hoàn thiện: Hiệu chuẩn
Mô tả: Vòi phun không giữ nguyên khoảng cách với giường khi di chuyển quanh khu vực in. Điều này gây ra sự cố khi in. Nếu bạn đã thử điều chỉnh vít chặn như mô tả ở trên và vẫn gặp sự cố, thì bạn nên cân bằng giường.
Giải pháp 1: Nếu vòi phun của bạn cách xa bất kỳ phần nào của giường 5mm hoặc hơn, bạn sẽ cần thêm nêm để cân bằng giường. Nếu bạn có thể in, hãy in ra các nêm để chêm giường. Các nêm tốt nhất có thể được tìm thấy tại Thingiverse. http://www.thingiverse.com/thing:28034 . Những nêm này rất nhỏ và sẽ in tốt miễn là chúng được căn giữa trên giường in. Điều này in 4 miếng chêm, bạn có thể muốn in nhiều hơn.
Giải pháp 2: Nếu những miếng chêm nhỏ này không làm phẳng được giường của bạn, hãy sử dụng Cura để tăng kích thước lên từ 1,25 - 2 lần.
Bây giờ bạn có thể cân bằng giường sao cho vòi phun có cùng khoảng cách với giường tại mọi điểm trong khu vực in. Bạn có thể không sử dụng được vít và giá đỡ góc cạnh sẽ là một gợi ý về cách cố định giường vào đầu động cơ. Bạn cũng có thể sử dụng keo hoặc chất trám bít để gắn giường vào đầu động cơ. Bạn muốn đảm bảo các miếng đệm được dán đúng vị trí.
Sự cố: Bộ phận tác động không di chuyển phẳng trên bề mặt giường
Vòi phun của tôi ở độ cao khác nhau khi ở rìa bệ dựng so với khi ở giữa.